
Features
System
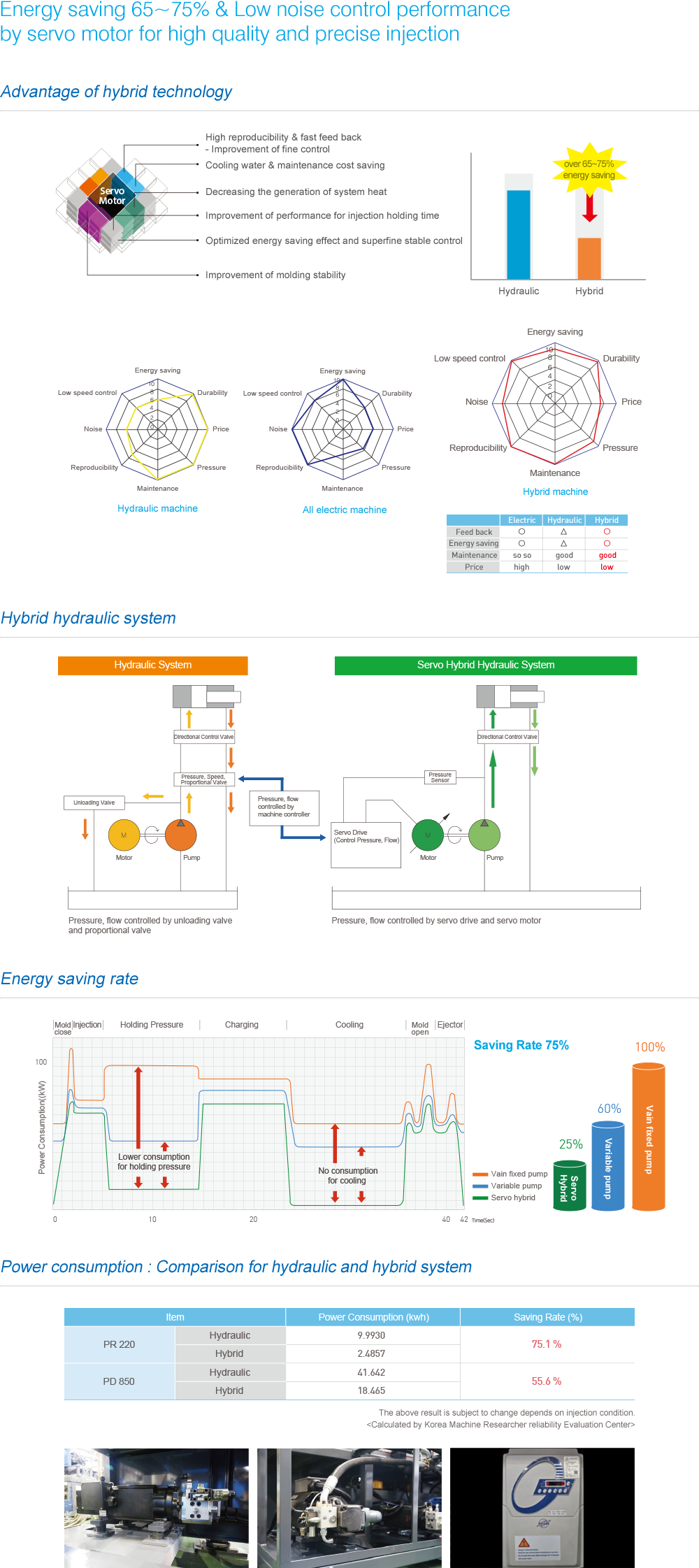
Hybrid
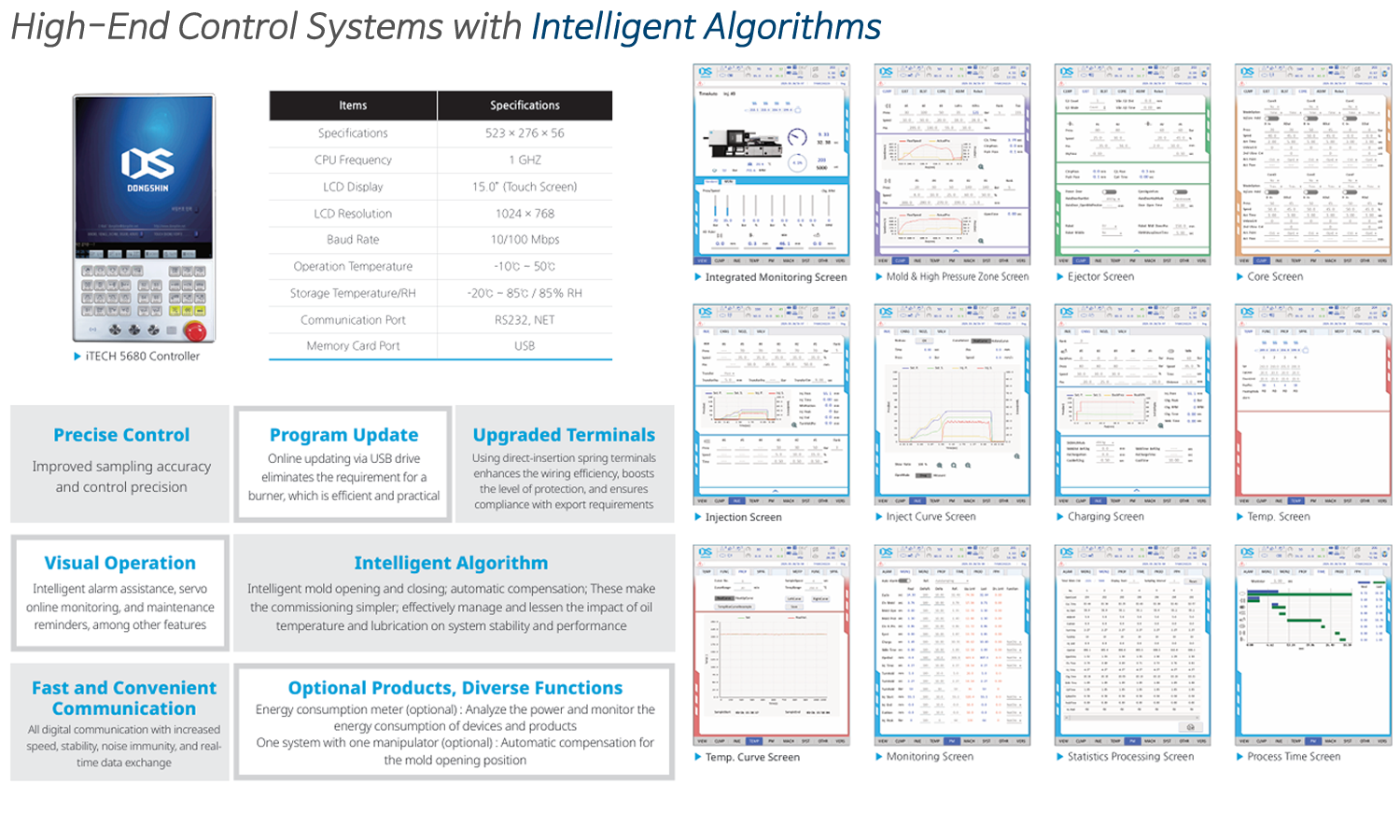
Spec.

| ▪ | 20 ~ 25% reduction in floor space |
| The compact design of the clamping system reduces the footprint by 20% ~ 25%, compared to toggle machines. | |
| ▪ | Reduction of hydraulic oil flow by 25% |
| ▪ | The special mold-locking cylinder reduce the amount of hydraulic oil circulating in the machine by 25%. |
| ▪ | Minimization of platen deflection allows for ultra-precision molding |
| ▪ | The special clamp design concentrates the clamping force at the center of the mold, thus minimizing platen deflection. |
| ▪ | Adjustment and die height adjustment |
| ▪ | The die height and mold clamping force can be set easily and quickly via keyboard. |
| ▪ | Increased mold thickness and mold open stroke |
| ▪ | The PD Series machines can accommodate thicker molds with a longer mold opening stroke. |
| ▪ | Center press design platen |
| ▪ | Superior for stable molding by using center press platen which designed based on Ansys structure analysis. |
- 650
- 850
- 1050
- 1300
- 1600
- 2000
- 2500
- 3000
- 4000
| Injection unit | Model | PRO 650 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 90 | 100 | |
| Injection Weight (PS) | g | 2489 | 3073 | |
| Calculated Injection Vol. | cm³ | 2735 | 3377 | |
| Injection Pressure | kg/cm² | 1909 | 1547 | |
| Injection Rate | cm³/sec | 589 | 727 | |
| Injection Stroke | mm | 430 | ||
| Plasticizing Capacity | kg/hr | 264 | 341 | |
| Screw Speed | rpm | 124 | ||
| Screw L/D | - | 22.22:1 | 20:1 | |
| Injection Speed | mm/sec | 92 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 650/33 |
| Opening Stroke | mm | 1000~1600 | |
| Min. Mold Thickness | mm | 500 | |
| Max. Mold Thickness | mm | 1100 | |
| Max. Mold Weight | kg | 7300 | |
| Tie-bar Clearance | mm | 970*970 | |
| Platen Size | mm | 1440*1440 | |
| Ejector Force | ton | 23 | |
| Ejector Stroke | mm | 200 |
| General ※HYBRID Green color | Heater Capacity | kW | 67.48 |
| Pump Motor Capacity | kW | 95[85] | |
| Total Wattage | kW | 163.68[128.7] | |
| Oil Tank Capacity | ℓ | 765[1260] | |
| Machine Size (L x W x H) | m | 9.23*2.68*2.23 | |
| Machine Weight | ton | 34 | |
| Water Requirement | ℓ/min | 95[170] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 850 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 100 | 112 | |
| Injection Weight (PS) | g | 3574 | 4483 | |
| Calculated Injection Vol. | cm³ | 3926 | 4926 | |
| Injection Pressure | kg/cm² | 1748 | 1393 | |
| Injection Rate | cm³/sec | 807 | 1012 | |
| Injection Stroke | mm | 500 | ||
| Plasticizing Capacity | kg/hr | 375 | 488 | |
| Screw Speed | rpm | 136 | ||
| Screw L/D | - | 22.4:1 | 20.1:1 | |
| Injection Speed | mm/sec | 102 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 850/46 |
| Opening Stroke | mm | 1250~2000 | |
| Min. Mold Thickness | mm | 550 | |
| Max. Mold Thickness | mm | 1300 | |
| Max. Mold Weight | kg | 11000 | |
| Tie-bar Clearance | mm | 1100*1100 | |
| Platen Size | mm | 1630*1630 | |
| Ejector Force | ton | 27 | |
| Ejector Stroke | mm | 250 |
| General ※HYBRID Green color | Heater Capacity | kW | 91.12 |
| Pump Motor Capacity | kW | 114[110] | |
| Total Wattage | kW | 206.32[160.1] | |
| Oil Tank Capacity | ℓ | 960[1500] | |
| Machine Size (L x W x H) | m | 10.35*2.88*2.44 | |
| Machine Weight | ton | 45 | |
| Water Requirement | ℓ/min | 114[220] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 1050 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 105 | 115 | |
| Injection Weight (PS) | g | 4097 | 4915 | |
| Calculated Injection Vol. | cm³ | 4503 | 5401 | |
| Injection Pressure | kg/cm² | 1764 | 1471 | |
| Injection Rate | cm³/sec | 856 | 1027 | |
| Injection Stroke | mm | 520 | ||
| Plasticizing Capacity | kg/hr | 442 | 564 | |
| Screw Speed | rpm | 146 | ||
| Screw L/D | - | 21.33:1 | 19.48:1 | |
| Injection Speed | mm/sec | 98 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 1050/62 |
| Opening Stroke | mm | 1300~2000 | |
| Min. Mold Thickness | mm | 600 | |
| Max. Mold Thickness | mm | 1300 | |
| Max. Mold Weight | kg | 15000 | |
| Tie-bar Clearance | mm | 1300*1300 | |
| Platen Size | mm | 1900*1900 | |
| Ejector Force | ton | 27 | |
| Ejector Stroke | mm | 250 |
| General ※HYBRID Green color | Heater Capacity | kW | 91.12 |
| Pump Motor Capacity | kW | 114[110] | |
| Total Wattage | kW | 206.32[160.1] | |
| Oil Tank Capacity | ℓ | 1040[1700] | |
| Machine Size (L x W x H) | m | 11.09*3.24*2.52 | |
| Machine Weight | ton | 54 | |
| Water Requirement | ℓ/min | 114[220] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 1300 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 115 | 125 | |
| Injection Weight (PS) | g | 6144 | 7259 | |
| Calculated Injection Vol. | cm³ | 6751 | 7976 | |
| Injection Pressure | kg/cm² | 1812 | 1533 | |
| Injection Rate | cm³/sec | 969 | 1145 | |
| Injection Stroke | mm | 650 | ||
| Plasticizing Capacity | kg/hr | 456 | 561 | |
| Screw Speed | rpm | 118 | ||
| Screw L/D | - | 21.74:1 | 20:1 | |
| Injection Speed | mm/sec | 93 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 1300/90 |
| Opening Stroke | mm | 1700~2300 | |
| Min. Mold Thickness | mm | 700 | |
| Max. Mold Thickness | mm | 1300 | |
| Max. Mold Weight | kg | 17000 | |
| Tie-bar Clearance | mm | 1410*1410 | |
| Platen Size | mm | 2015*2015 | |
| Ejector Force | ton | 40 | |
| Ejector Stroke | mm | 300 |
| General ※HYBRID Green color | Heater Capacity | kW | 91.12 |
| Pump Motor Capacity | kW | 114[130] | |
| Total Wattage | kW | 206.32[195.8] | |
| Oil Tank Capacity | ℓ | 1205[2000] | |
| Machine Size (L x W x H) | m | 11.75*3.53*2.71 | |
| Machine Weight | ton | 62 | |
| Water Requirement | ℓ/min | 114[260] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 1600 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 115 | 125 | |
| Injection Weight (PS) | g | 6144 | 7259 | |
| Calculated Injection Vol. | cm³ | 6751 | 7976 | |
| Injection Pressure | kg/cm² | 1812 | 1533 | |
| Injection Rate | cm³/sec | 969 | 1145 | |
| Injection Stroke | mm | 650 | ||
| Plasticizing Capacity | kg/hr | 456 | 561 | |
| Screw Speed | rpm | 118 | ||
| Screw L/D | - | 21.74:1 | 20:1 | |
| Injection Speed | mm/sec | 93 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 1600/110 |
| Opening Stroke | mm | 1700~2450 | |
| Min. Mold Thickness | mm | 750 | |
| Max. Mold Thickness | mm | 1500 | |
| Max. Mold Weight | kg | 22500 | |
| Tie-bar Clearance | mm | 1600*1500 | |
| Platen Size | mm | 2220*2120 | |
| Ejector Force | ton | 40 | |
| Ejector Stroke | mm | 300 |
| General ※HYBRID Green color | Heater Capacity | kW | 64.6 |
| Pump Motor Capacity | kW | 112[130] | |
| Total Wattage | kW | 177.8[195.8] | |
| Oil Tank Capacity | ℓ | 1205[2000] | |
| Machine Size (L x W x H) | m | 12.4*3.82*2.86 | |
| Machine Weight | ton | 75 | |
| Water Requirement | ℓ/min | 112[260] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 2000 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 132 | 140 | |
| Injection Weight (PS) | g | 9340 | 10506 | |
| Calculated Injection Vol. | cm³ | 10263 | 11545 | |
| Injection Pressure | kg/cm² | 1700 | 1511 | |
| Injection Rate | cm³/sec | 1205 | 1355 | |
| Injection Stroke | mm | 750 | ||
| Plasticizing Capacity | kg/hr | 686 | 788 | |
| Screw Speed | rpm | 117 | ||
| Screw L/D | - | 21.2:1 | 20:1 | |
| Injection Speed | mm/sec | 88 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 2000/62 |
| Opening Stroke | mm | 2400~3100 | |
| Min. Mold Thickness | mm | 800 | |
| Max. Mold Thickness | mm | 1500 | |
| Max. Mold Weight | kg | 25500 | |
| Tie-bar Clearance | mm | 1800*1600 | |
| Platen Size | mm | 2450*2150 | |
| Ejector Force | ton | 40 | |
| Ejector Stroke | mm | 350 |
| General ※HYBRID Green color | Heater Capacity | kW | 68 |
| Pump Motor Capacity | kW | 146[150] | |
| Total Wattage | kW | 215.5[219.2] | |
| Oil Tank Capacity | ℓ | 1400[2500] | |
| Machine Size (L x W x H) | m | 13.5*3.8*3.27 | |
| Machine Weight | ton | 110 | |
| Water Requirement | ℓ/min | 146[300] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 2500 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 140 | 150 | |
| Injection Weight (PS) | g | 11487 | 13186 | |
| Calculated Injection Vol. | cm³ | 12622 | 14490 | |
| Injection Pressure | kg/cm² | 1730 | 1507 | |
| Injection Rate | cm³/sec | 1271 | 1459 | |
| Injection Stroke | mm | 820 | ||
| Plasticizing Capacity | kg/hr | 702 | 822 | |
| Screw Speed | rpm | 104 | ||
| Screw L/D | - | 21.4:1 | 20:1 | |
| Injection Speed | mm/sec | 82 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 2500/110 |
| Opening Stroke | mm | 2700~3600 | |
| Min. Mold Thickness | mm | 900 | |
| Max. Mold Thickness | mm | 1800 | |
| Max. Mold Weight | kg | 37000 | |
| Tie-bar Clearance | mm | 2050*1700 | |
| Platen Size | mm | 2710*2360 | |
| Ejector Force | ton | 40 | |
| Ejector Stroke | mm | 350 |
| General ※HYBRID Green color | Heater Capacity | kW | 81 |
| Pump Motor Capacity | kW | 156[165] | |
| Total Wattage | kW | 238.5[247.2] | |
| Oil Tank Capacity | ℓ | 1500[2800] | |
| Machine Size (L x W x H) | m | 15*4.2*3.48 | |
| Machine Weight | ton | 130 | |
| Water Requirement | ℓ/min | 156[330] |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 3000 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 160 | 170 | |
| Injection Weight (PS) | g | 16467 | 18590 | |
| Calculated Injection Vol. | cm³ | 18095 | 20428 | |
| Injection Pressure | kg/cm² | 1744 | 1545 | |
| Injection Rate | cm³/sec | 1471 | 1661 | |
| Injection Stroke | mm | 900 | ||
| Plasticizing Capacity | kg/hr | 853 | 982 | |
| Screw Speed | rpm | 93 | ||
| Screw L/D | - | 21.25:1 | 20:1 | |
| Injection Speed | mm/sec | 73 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 3000/180 |
| Opening Stroke | mm | 2700~3700 | |
| Min. Mold Thickness | mm | 1000 | |
| Max. Mold Thickness | mm | 2000 | |
| Max. Mold Weight | kg | 51000 | |
| Tie-bar Clearance | mm | 2100*1800 | |
| Platen Size | mm | 3000*2650 | |
| Ejector Force | ton | 50 | |
| Ejector Stroke | mm | 400 |
| General ※HYBRID Green color | Heater Capacity | kW | 96 |
| Pump Motor Capacity | kW | 205 | |
| Total Wattage | kW | 302.2 | |
| Oil Tank Capacity | ℓ | 3500 | |
| Machine Size (L x W x H) | m | 17*5*4 | |
| Machine Weight | ton | 195 | |
| Water Requirement | ℓ/min | 410 |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |
| Injection unit | Model | PRO 4000 DIMA | ||
| Item | Unit | A | B | |
| Screw diameter | mm | 170 | 190 | |
| Injection Weight (PS) | g | 20242 | 25285 | |
| Calculated Injection Vol. | cm³ | 22244 | 27785 | |
| Injection Pressure | kg/cm² | 1652 | 1322 | |
| Injection Rate | cm³/sec | 1684 | 2104 | |
| Injection Stroke | mm | 980 | ||
| Plasticizing Capacity | kg/hr | 952 | 1235 | |
| Screw Speed | rpm | 90 | ||
| Screw L/D | - | 22.35:1 | 20:1 | |
| Injection Speed | mm/sec | 74 | ||
| Clamping Unit (2PLATE) |
Clamping Force | ton | 4000/180 |
| Opening Stroke | mm | 2700~3700 | |
| Min. Mold Thickness | mm | 1000 | |
| Max. Mold Thickness | mm | 2000 | |
| Max. Mold Weight | kg | 60500 | |
| Tie-bar Clearance | mm | 2300x2000 | |
| Platen Size | mm | 3250x2900 | |
| Ejector Force | ton | 55 | |
| Ejector Stroke | mm | 400 |
| General ※HYBRID Green color | Heater Capacity | kW | 115 |
| Pump Motor Capacity | kW | 225 | |
| Total Wattage | kW | 341.2 | |
| Oil Tank Capacity | ℓ | 3600 | |
| Machine Size (L x W x H) | m | 20*5.2*4.5 | |
| Machine Weight | ton | 230 | |
| Water Requirement | ℓ/min | 450 |
| • | Calculated Injection Volume = Cross-sectional area of screw x Screw stroke |
| • | Injection Weight = Calculated injection volume x Material constant |
| • | Total Power Capacity = Heater capacity + Motor capacity + Control power capacity |
| • | Cooling water consumption is for the injection molding process; mold cooling requirements are not included. |
| • | The figures in the above table are subject to change without prior notice due to continuous research and development. |